|
集装桶间歇挤出吹塑工艺简介
以下场合一般要采用间歇挤出吹塑方法:
①型坯的熔体强度较低,连续挤出时型坯会因自重而垂伸过量,使制品壁厚变小;
②对大型吹塑制品,需要挤出较大容量的熔体;
③连续缓慢挤出时型坯会冷却过量。
间歇挤出吹塑主要用于聚烯烃、工程塑料等非热敏性塑料,是工业制件吹塑所优先采用,也是普遍采用的方法。
图3-5(a)、(b)所示分别为设置单机头与多机头的间歇挤出吹塑机械。在间歇吹塑中,制品从吹塑模具取走后,紧接着就快速挤出型坯,合模后的各个工序均在机头下方进行。如图3-5(a)所示,在第一工位模具开启,挤出型坯;在第二、三工位,停止挤出型坯,合模后使型坯吹胀、冷却;在第四工位,开模,取走制品。
(责任编辑:admin)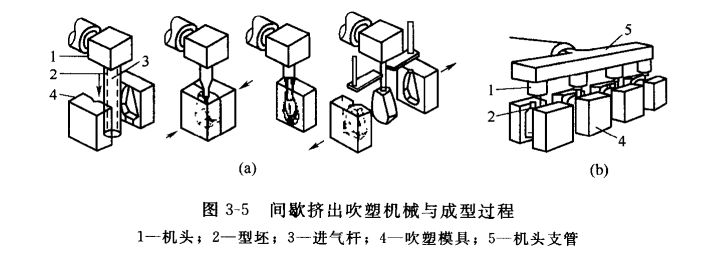 |

