|
ibc桶单层挤出吹塑中空成型机的分类及工作原理
图15-18为挤出中空吹塑法成型机及吹塑成型过程的示意图。由图15-18可见,挤出吹塑中空成型通常经过四个步骤:挤出型坯;摟具围绕型坯定位并夹住型坯;如果是容器,则须进行制品的颈部成型或定径;引入空气或其他介质,将型坯吹胀成模腔的形状,同时制品在模具内冷却。除以上步骤外,还包括从机头上切断型坯及从模具中顶出制品等。
挤出吹塑中空成型按其出料方式的不同又可分为连续挤出吹塑和间歇挤出吹塑两种成型方法。
(1)连续挤出吹塑中空成型机的工作原理。此法的特点是由挤出机连续挤出管坯。其优点是:成型设备简单,投资少,容易操作。是目前国内中小型企业普遍采用的基本成型方法。连续挤出吹塑成型法的生产过程又有往复式、轮换出料式和转盘式三种。
1)往复式连续挤出吹塑中空成型。如图15-19所示,型坯由挤出机连续挤出,当塑坯足够长时,吹塑模具从吹塑及冷却工位移至机头下方合模夹持型坯,而后移返吹塑工位。由机头下方左右分置的两个模具往复运动来保证生产过程的连续性。
2)轮换出料式连续挤出吹塑中空成型。如图15-20所示,在挤出机前端采用换向阀来控制熔体的流动,使熔体轮换通过挤出机两侧的型坯机头挤出型坯,实现连续生产。
3)转盘式连续挤出吹塑中空成型。如图15-21所示,挤出机连续挤出型坯,型坯被模具夹持后,绕转盘轴线转送至吹胀、冷却、开祺及取出制品等工位,实现过程的连续。吹塑模具也可按水平转盘设置。
(责任编辑:admin)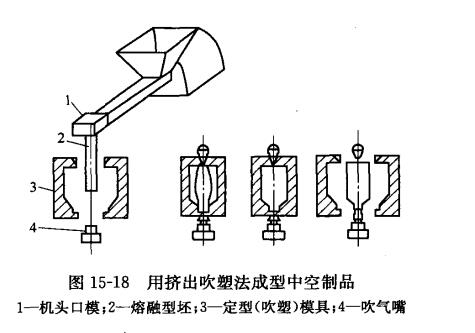 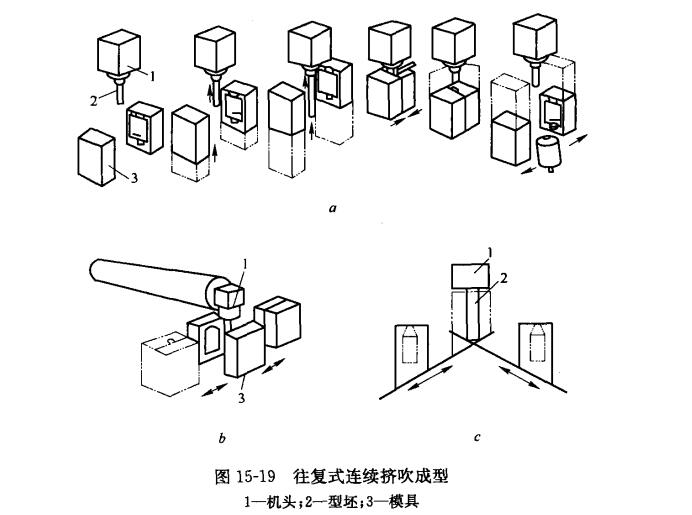 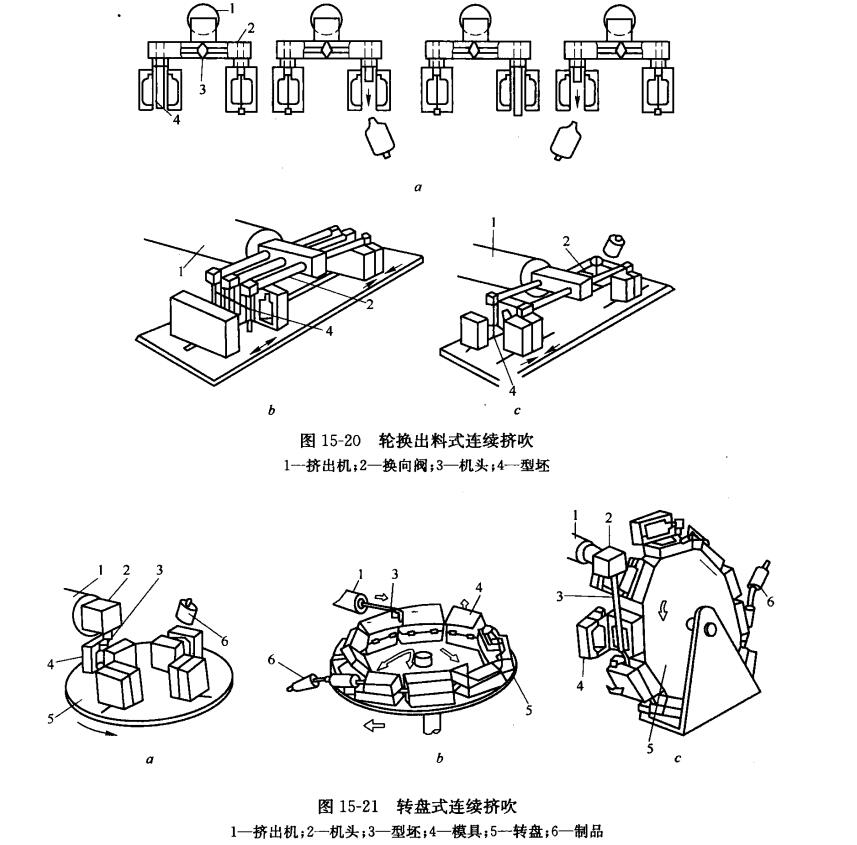 |

