|
挤出条件对集装桶型坯膨胀的影响
一般,聚合物的离模膨胀随熔体温度的提高而减小。从图2-7可见,对HMWHDPE,熔体温度从160℃提高至240℃时,型坯的仅减小8%。Bh随熔体温度而变化的趋势不明显。毛细管实验的结果也已证实:随焙体温度的提高,PE与PP膨胀的减小幅度很小,PS膨胀的减小幅度要大些。这一现象可这样来解释:聚合物的膨胀性与蠕变柔量性能类似,而稳态柔最受温度的影响很小。
挤出吹塑中,型坯悬挂时间(离开机头后至合模前的时间)较短,且型坯周围空气温度较高、相对静止。这样,型坯在其成型过程中的温度降低较小。
提高流动速率会增加对聚合物分子的取向,从而增加膨胀。采用挤出型坯的实验表明,膨胀随流率而增加的幅度较小。
图2-8示出了采用平直机头挤出型坯的极限质量膨胀与机头流道壁面剪切速率之间的关系曲线。可见,剪切速率对膨胀有明显影响。
(责任编辑:admin)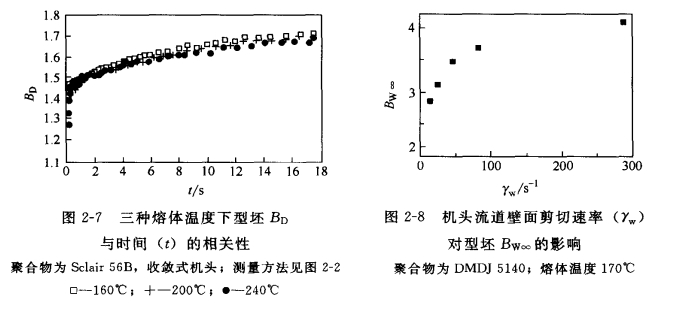 |

