|
集装桶吹塑生产的脱模工位简介
制品被冷却后,打开吹塑模具,芯棒旋转120°,把套在其上的容器转至脱模工位,将容器从芯棒上拔出。之后,芯棒再次转120。至型坯注射工位,重复上述过程。
四工位旋转式注射吹塑设备上设置有一附加工位,见图4-6。该附加工位可设置在脱模工位与注射工位之间,以便作安全检查。在芯棒转至注射工位之前,可以检査制品是否已脱模。更有意义的是可在该工位调节芯棒的温度,保证芯棒处于适当温度后才转至注射工位,这对PETP与某些工程塑料的注射吹塑成型来说是很必要的。如图4-6 (b)所示,可以在附加工位把一调温套套在芯棒上。调温套与注射模具的阴模相似,而不同处则是该套由铝制造,传热快;套棒间隙不大于0.75毫米;套壁内开设许多小孔(直径不超过0.4毫米)以便把压缩空气吹至芯棒表面,从外部调节芯棒温度。此外,还可以在芯棒内通气以便从内部调节芯棒温度。
如果把附加工位设置在吹塑与脱模工位之间,可对制品进行如图4-6 (c)的火焰处理、烫印或模内贴商标等。该附加工位还可设置在注射与吹塑工位之间,以便在吹胀前对型坯作温度调节、表面处理等。
(责任编辑:admin)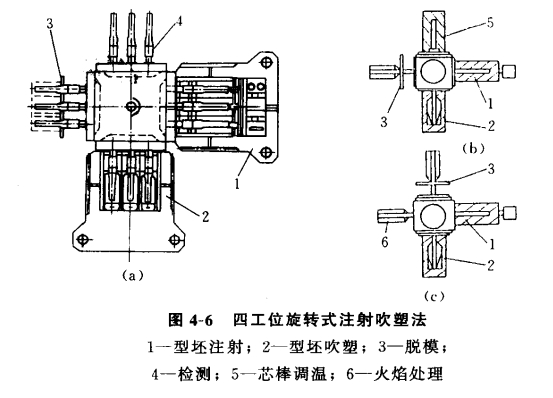 |

